Durante a Instalação e Reparo o processo de fusão dos tubos e acessórios PPR-C é muito simples e resulta em juntas estanques indissociáveis. É realizado por meio de uma simples máquina de solda que funde a superfície interna da conexão e a superfície externa do tubo, de forma que o material do tubo e da conexão fiquem unidos.
ETAPAS DO PROCESSO DE FUSÃO
Prepare a máquina de soldar encaixando-a com as matrizes de soldadura dos diâmetros a soldar. Conecte o plugue na tomada de alimentação e aguarde até que a luz verde da máquina se apague indicando que a máquina de solda atingiu a temperatura de trabalho.
Corte o tubo perpendicularmente ao eixo do tubo usando um cortador de tubos adequado.
Remova quaisquer rebarbas ou lascas de corte rebarbando a área de corte.
Marque a profundidade de soldagem no tubo usando um marcador adequado.
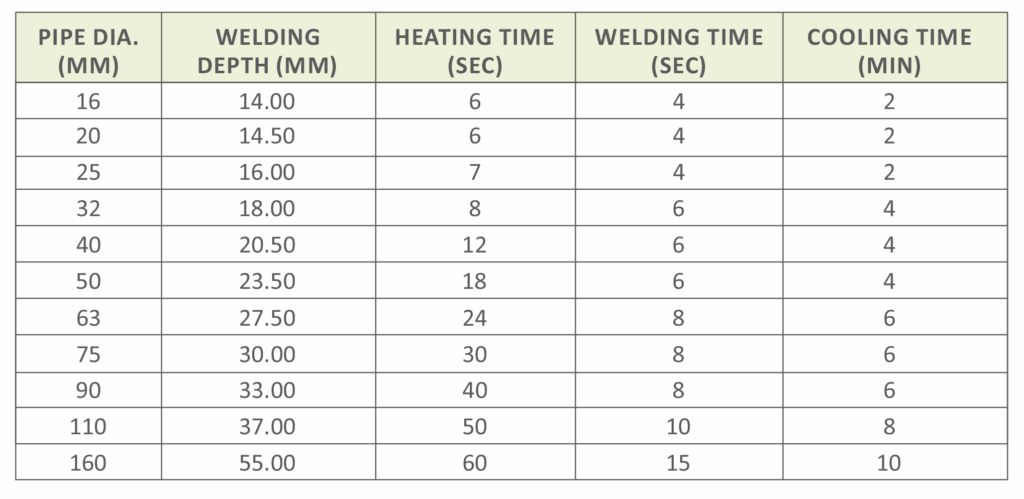
Insira a extremidade do tubo sem virar na manga de aquecimento até à profundidade de soldadura marcada e ao mesmo tempo deslize o acessório sem virar para o outro lado da ferramenta de aquecimento até ao batente. É imprescindível observar os tempos de aquecimento mencionados (consulte a tabela abaixo)
Deixe o tubo e o encaixe na ferramenta de aquecimento até que o tempo de aquecimento termine.
No final do tempo de aquecimento, retire o tubo e o acessório da ferramenta de aquecimento e empurre-os imediatamente um contra o outro até à marca que indica a profundidade de soldadura. Nesta fase a marca de profundidade será coberta pelo cordão de soldadura.
Durante este processo, não gire o tubo e a conexão um em relação ao outro.
Deixe a junta esfriar completamente antes de usar.
REPARAÇÃO DE FUROS
Se for feito acidentalmente um furo no tubo (com broca ou parafusos) e se o furo estiver em apenas um lado do tubo, pode-se reparar utilizando a matriz de reparação de furos, lembrando que o tamanho do tubo deve ser compatível com o diâmetro da matriz.
O PROCEDIMENTO DE REPARO É O SEGUINTE:
Limpe e seque a peça a ser reparada.
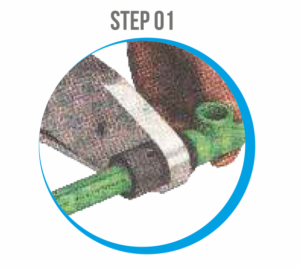
Encaixe a parte macho da matriz de reparo do furo no furo; deve derreter a superfície a ser ajustada pelo operador para se adequar à espessura do tubo, para garantir que a matriz não possa ser inserida muito longe e derreter o outro lado do tubo. Para fazer este ajuste, desaperte o parafuso que fixa a bucha e desloque-o ao longo da matriz.
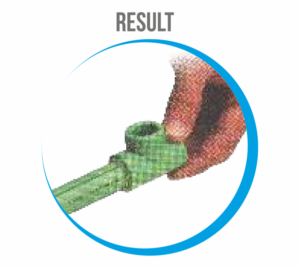
Ao mesmo tempo que a parte macho da matriz derrete a área ao redor do furo, a parte fêmea derrete a barra de reparo normalmente fornecida com a matriz. Depois de decorrido o tempo de aquecimento (5seg.), a barra de reparação deve ser inserida no orifício. Terminada esta operação, espere que tudo esfrie e depois corte o excesso da barra de reparo.
Se o diâmetro do furo a ser reparado for maior que o da matriz, ou se ambos os lados do tubo forem perfurados, o pedaço de tubo deve ser cortado e o reparo feito com acessórios normais para tubos.
Tempo recomendado termo fusão de sistemas PPR
Método de fusão de Derivação
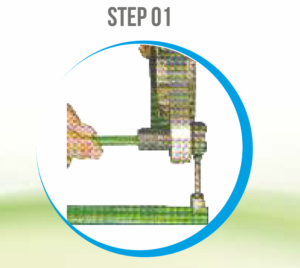
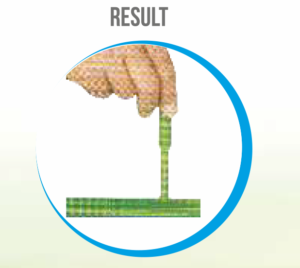
TÉCNICA DE FUSÃO DE DERIVAÇÃO
As ramificações podem ser facilmente feitas por derivações, mesmo numa fase posterior da instalação. Ao usar derivações você economiza material e tempo. Considerando que no caso de tês é necessário soldar três juntas, a instalação da derivação é restrita apenas à montagem dela e do tubo de derivado.